机器视觉 + 运控控制——自动化产线升级的利器
中国传动网机器视觉是计算机视觉的一个分支,工业自动化领域中的视觉控制或视觉应用,主要指的是通过前端光学摄像头,从采集到的数字化图像中提取相关信息,进行分析处理之后,用于对生产线流程或质量的控制,以代替重复性人工操作。目前,机器视觉在工厂生产环节中的实际应用包括:对生产工件的完整性质量检测、识别、分类、零件位置及方向、尺寸测量、读码识别追溯、表面/色差检测、自动化流水线作业等等。可以说,机器视觉为流水产线、自动化设备安装上了一双“眼睛”,能够提供全天候、高一致性、高可靠性的检测结果,增添了工厂生产的智能化水平,因而也成为了迈向智能制造的一项重要技术。
根据有关机构的统计数据显示,在2019年,全球用于工业自动化领域的机器视觉技术的市场规模达53.7亿美元左右,预计到2023年将达122.9亿美元,年复合增长率高达21%,市场潜力巨大。
从整体供应链来看,参与机器视觉系统开发的厂商大致上可以分为上游底层开发商,含核心零部件和软件开发商;中游从事二次开发的设备集成和软件服务商;以及下游所面对的各类机器视觉应用厂商。其中,核心零部件及软件供应商主要包括光源、镜头、工业相机、图像采集卡、图像处理软件等类型厂商,而在整个成本构成中,零部件及软件开发的费用基本上占了约80%的比例,可谓是重中之重。光源供应商有OPT奥普特、锐视光电等;工业相机的主要品牌有Basler、堡盟、DALSA、Point Grey、Images Source等;市场上较知名的图像软件包有Halcon(MVtec)、VisionPro(康耐视)、免费开源库Opencv、MIL(Matrox)等;运动控制卡供应商有固高、雷赛、研华等等。
目前机器视觉在工业控制领域大多属于二次开发层面,形式主要包括系统集成以及组装生产自动化专机等等,要求开发商能够掌握不同生产制造环境中的Know-How技术,设计出有针对性的产品或集成方案,视觉点胶控制、视觉螺丝机控制、视觉定位+飞拍、视觉检测等电子产品后段制造流程都是现在市场上的开发热点。大部分厂商采用的都是“软件平台+视觉开发包”的开发模式,开发包基于软件平台对常用各种图像处理算法进行封装,软件工程师可直接调用封装好的算法,实现各种复杂的图像处理和分析功能,大幅降低了二次开发的难度和工作量。
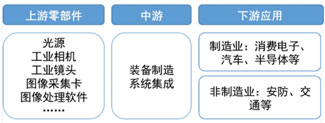
机器视觉产业供应链组成
视觉应用的三大层面难题
但就实际应用而言,在目前机器视觉+运动控制方案的实施过程中,各种“门槛”依然较高,问题主要来自于三个方面:一是,对于大部分技术开发工程师来说,机器视觉技术是一个全新的领域,要学习一种新的编程语言(如C++)存在一定的难度,需要花费大量的时间和精力,加上视觉项目一般都是非标的,开发者的经验非常重要,普通电气工程师要想快速掌握机器视觉应用的编程和调试,绝非易事。
其次,对于设备制造商而言,为了提高工厂的生产效率,制造业产线升级的需求迫切,机器视觉的应用已经成为其中的一个重点,但机器视觉的硬件投资成本一直居高不下,令他们望而却步;除了硬件投入之外,往往后期还需要高薪聘请视觉工程师对买回来的视觉系统进行开发和维护,这无疑又加重了工厂的人力成本。如何能够有效地控制投资成本,是他们的主要诉求点,例如是否可以既经济又方便地在现有设备系统的基础上添加机器视觉功能等。
另外,对于终端用户来说,在使用机器视觉技术的过程中会发现,机器视觉和自动化控制(流程控制、工艺控制等)往往分属于两套不同的系统之中,两者之间常常可能会由于通讯等多种因素而导致整个系统的不稳定(如出现停机、停线等状况)。尤其是在当前多品种、小批量、柔性化的生产模式下,产线的频繁更换,增加了对机器视觉系统流程的修改和调试时间,从而大大影响了工厂产能,因此,如何让设备在生产中更加稳定,同时操作也更为便捷,能够满足产线快速调整和切换的需要,是机器视觉技术开发的一个课题。
机器视觉与运动控制的无缝集成
一般来说,机器视觉+运动控制应用大多数硬件架构都是采用一台控制器,通过外部连接视觉系统及产线上各个部位的工业智能相机及光源,视觉信号通过线缆和串口被传输到控制器中。在内部软件框架中,以常见的计算机视觉为例,视觉程序一般位于Windows系统中的非实时用户模式中,进行代码分析和算法处理;而PLC工艺流程控制则多位于实时内核模式之中。由于非实时用户模式的任务执行机制采用的是优先级别,因此当CPU的负荷过高、内存过大、处理流程过多时,就可能会出现卡顿的现象,使得在非实时用户模式下的机器视觉在完成同一检测任务时最终所需要花费的时间却不一样,导致减慢生产节拍,影响生产效率。
为了解决这一难题,针对机器视觉应用,倍福开发的TwinCAT Vision机器视觉解决方案将视觉技术集成在其TwinCAT统一的通用化控制技术平台上,其中的图像处理功能被添加到整合了PLC、运动控制、机器人、高端测量技术、物联网及HMI的通用控制平台TwinCAT软件之中,通过这个统一的软件平台,来完成工厂所有的控制任务。
与传统的视觉应用方式相比,倍福TwinCATV ision同样在一台控制器上,除了集成运动控制、I/O控制、PLC控制之外,外部工业相机被直接接入控制器中的机器视觉模块中,在内部软件架构上,TwinCAT Vision将采集的图像信号通过GigE相机驱动,传递到实时内核模式下的PLC机器视觉与工艺流程控制系统中,以“时间片”的方式进行精准运行,与图像处理相关的所有控制功能都可以在运行时系统中精确实时同步,从而消除了延迟,实时执行图像处理算法。这种方案的优势是,一台控制器完成所有的控制任务,降低硬件成本,简化系统;实时系统运行视觉任务,保证每一次执行响应的时间足够稳定,加快生产节拍,提高工厂产能;任务内存间共享数据,多任务配合(如视觉+运动控制、机器臂/人等)更高效方便;在倍福TwinCAT平台上,只需要用到基于IEC编程语言(ST/LD等),且可延续原先PLC编程技巧和习惯,缩短了开发周期,降低了人力成本,同时还可运用倍福已经集成好的视觉功能块进行代码开发,为技术人员带来了便利。
1 2 下一页>
